Dirección:
No.233-3 Yangchenghu Road, Parque Industrial Xixiashu, Distrito Xinbei, Ciudad de Changzhou, Provincia de Jiangsu




• Alta eficiencia: el diseño de seis cuchillas puede lograr una alimentación rápida a alta velocidad y mejorar la eficiencia del procesamiento.
• Estabilidad: el diseño de múltiples hojas hace que la distribución de la fuerza de corte sea más uniforme, reduce la vibración y mejora la precisión del procesamiento.
• La fresa universal es adecuada para el tratamiento térmico de una amplia gama de materiales de acero, con diseño de estructura de ranura en U, adecuada tanto para desbaste como para fresado fino.
• También es adecuado para el procesamiento de materiales distintos del acero y de aluminio, con especificaciones y modelos completos y una amplia gama de usos.

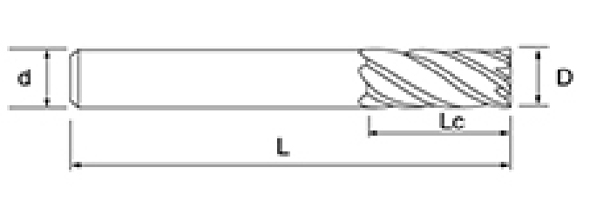
| No. | reiámetro D | longiture de la flauta lc | Longitud total L | Diámetro del vástago d | Recuento de cuchillas f |
| NNC-6T-D6 | 6 | 15 | 60 | 6 | 6 |
| NNC-6T-D8 | 8 | 20 | 60 | 8 | 6 |
| NNC-6T-D10 | 10 | 25 | 75 | 10 | 6 |
| NNC-6T-D12 | 12 | 30 | 75 | 12 | 6 |
| NNC-6T-D14 | 14 | 35 | 100 | 14 | 6 |
| NNC-6T-D16 | 16 | 40 | 100 | 16 | 6 |
| NNC-6T-D20 | 20 | 45 | 100 | 20 | 6 |
| Materiales procesados | Hierro fundido Hierro fundido nodular | Acero al carbono, acero aleado ~750N/mm² | Acero al carbono, acero aleado ~30HRC | Acero preendurecido, acero templado y revenido ~40HRC | Acero inoxidable | Acero preendurecido, acero templado y revenido ~50HRC | ||||||
| Diámetro (mm) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) |
| 6 | 7000 | 890 | 7000 | 890 | 6400 | 820 | 5300 | 680 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 820 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 860 | 4200 | 860 | 3800 | 800 | 3200 | 665 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 860 | 3500 | 860 | 3200 | 800 | 2650 | 665 | 1850 | 160 | 2100 | 520 |
| 14 | 3000 | 810 | 3000 | 810 | 2700 | 750 | 2300 | 625 | 1600 | 150 | 1800 | 490 |
| 16 | 2600 | 810 | 2600 | 810 | 2400 | 750 | 2000 | 625 | 1400 | 150 | 1600 | 490 |
| 18 | 2300 | 800 | 2300 | 800 | 2100 | 740 | 1800 | 615 | 1250 | 125 | 1400 | 485 |
| 20 | 2050 | 800 | 2050 | 800 | 1900 | 740 | 1600 | 615 | 1100 | 125 | 1250 | 485 |
| Profundidad máxima de corte | 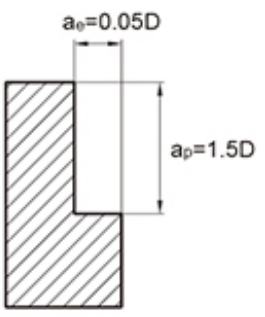 | |||||||||||
1. Utilice máquinas herramienta y portaherramientas de alta precisión.
2. Utilice refrigeración por aire o líquido de corte que tenga menos probabilidades de producir humo.
3. Se recomienda utilizar fresado secuencial para fresado lateral.
4. Cuando la rigidez de la máquina herramienta y la instalación de la pieza de trabajo es deficiente, pueden producirse vibraciones y sonidos anormales. En este caso, la velocidad y el avance en la tabla anterior deben reducirse año tras año.
5. Minimice la longitud de suspensión de la herramienta tanto como sea posible sin interferencias.
| Materiales procesados | Hierro fundido Hierro fundido nodular | Acero al carbono, acero aleado ~750N/mm² | Acero al carbono, acero aleado ~30HRC | Acero preendurecido, acero templado y revenido ~40HRC | Acero inoxidable | Acero preendurecido, acero templado y revenido ~50HRC | ||||||
| Diámetro (mm) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) | Velocidad de rotación (mín. -1 ) | Velocidad de alimentación (mm/min) |
| 6 | 7000 | 890 | 7000 | 890 | 6400 | 820 | 5300 | 680 | 3700 | 160 | 4200 | 540 |
| 8 | 5200 | 890 | 5200 | 890 | 4800 | 820 | 4000 | 680 | 2800 | 160 | 3200 | 550 |
| 10 | 4200 | 860 | 4200 | 860 | 3800 | 800 | 3200 | 665 | 2200 | 160 | 2500 | 520 |
| 12 | 3500 | 860 | 3500 | 860 | 3200 | 800 | 2650 | 665 | 1850 | 160 | 2100 | 520 |
| 14 | 3000 | 810 | 3000 | 810 | 2700 | 750 | 2300 | 625 | 1600 | 150 | 1800 | 490 |
| 16 | 2600 | 810 | 2600 | 810 | 2400 | 750 | 2000 | 625 | 1400 | 150 | 1600 | 490 |
| 18 | 2300 | 800 | 2300 | 800 | 2100 | 740 | 1800 | 615 | 1250 | 125 | 1400 | 485 |
| 20 | 2050 | 800 | 2050 | 800 | 1900 | 740 | 1600 | 615 | 1100 | 125 | 1250 | 485 |
| Profundidad máxima de corte | | |||||||||||
1. Utilice máquinas herramienta y portaherramientas de alta precisión.
2. Utilice refrigeración por aire o líquido de corte que tenga menos probabilidades de producir humo.
3. Se recomienda utilizar fresado secuencial para fresado lateral.
4. Cuando la rigidez de la máquina herramienta y la instalación de la pieza de trabajo es deficiente, pueden producirse vibraciones y sonidos anormales. En este caso, la velocidad y el avance en la tabla anterior deben reducirse año tras año.
5. Minimice la longitud de suspensión de la herramienta tanto como sea posible sin interferencias.
| Serie ree herramientas | reiámetro | Radio | Radio de esquina | longitud de la flauta | Longitud efectiva | Longitud total | reiámetro del vástago | |||
| D | R | CR | lc | L1 | L | d | ||||
| Fresas de carburo universales NNC | D0.1~D0.9 | 0 -0.005 | R0.05~R2 | /-0.005 | CR0.05~CR0.5 | /-0.005 | 0 0.2 | 0 0.3 | 0 0.5 | h5 |
| D1.0~D4.0 | 0 -0.008 | 0 0.3 | 0 0.5 | |||||||
| D1.0~D3.5 | 0 -0.008 | R0.5~R1.75 | /-0.005 | CR0.1~CR0.5 | /-0.005 | 0 0.3 | 0 0.5 | 0 0.5 | h6 | |
| D4.0~D11.0 | 0 -0.012 | R2.0~R5.0 | /-0.008 | CR1.0~CR3.0 | /-0.008 | 0 0.5 | ||||
| D12.0~D20.0 | 0 -0.015 | R6.0~R10.0 | /-0.01 | |||||||
La fresa de extremo de cabeza plana de 6 flautas NNC-6T ofrece una variedad de especificaciones para satisfacer diferentes necesidades de procesamiento. El diámetro de la herramienta varía de 6 mm a 20 mm, la longitud de la herramienta varía de 15 mm a 45 mm y la longitud total varía de 60 mm a 100 mm, lo que es adecuado para una variedad de entornos de procesamiento. Los usuarios pueden elegir de manera flexible según las condiciones de trabajo específicas, como NNC-6T-D6 es adecuado para procesamiento fino, mientras que NNC-6T-D20 es adecuado para necesidades de corte más grandes.
La fresa adopta un diseño de 6 flautas, lo que ayuda a mejorar la eficiencia de corte y optimizar la distribución de la fuerza de la herramienta, extendiendo así la vida útil. El diseño estructural del ángulo de hélice de 45° no solo mejora el rendimiento de eliminación de viruta, sino que también mejora la estabilidad del corte, de modo que aún puede mantener un excelente acabado superficial durante el procesamiento de alta velocidad.
En términos de tecnología, las fresas de mango de 6 flautas NNC-6T están hechas de un sustrato resistente a la rotura de alta tenacidad (0,6 μm) y están equipadas con la última tecnología de recubrimiento compuesto de cromo y aluminio para proporcionar una excelente resistencia al desgaste y al calor, reducir de manera efectiva la resistencia al corte y extender la vida útil de la herramienta.
Las fresas de extremo de cabeza plana de 6 flautas se utilizan ampliamente en el procesamiento de diversos materiales, incluido acero al carbono, acero aleado, acero templado y revenido, y acero inoxidable, etc. Aún pueden mantener un buen rendimiento de procesamiento en acero tratado térmicamente con HRC≤45 y algunos materiales endurecidos con nivel HRC-55, y también pueden desempeñar un excelente rendimiento en el procesamiento de precisión de materiales de cobre y aleaciones de cobre.

Fresas de extremo de cabeza plana de microdiámetro de 2 flautas

Fresas de extremo de cabeza plana de ranura profunda de microdiámetro de 2 flautas

Fresas de extremo de cabeza plana de ranura profunda de 4 flautas


Fresas de extremo con ranura en U de cabeza plana de 4 flautas



Fresas de extremo de punta esférica de microdiámetro de 2 flautas

Fresas de punta esférica de ranura profunda de 2 flautas de microdiámetro
Establecimiento de la empresa
Empleados

Changzhou Maton Tools Co., Ltd. está ubicada en la región económicamente desarrollada del delta del río Yangtze. La fábrica está ubicada en la Zona de Desarrollo de Alta Tecnología de Xixiashu, una conocida ciudad de herramientas en China. Somos Fresas de extremo de cabeza plana de 6 flautas Fabricantes.
Magotantools adopta el sistema de calidad ISO9001 como estándar, bajo la guía de la filosofía empresarial de "cero defectos en los productos" y "cero distancia en el servicio", basada en el espíritu de "integridad", "unidad" y "explotación", y sigue un estilo de gestión empresarial justo y equitativo. La producción de productos utiliza centros de mecanizado y rectificado CNC de cinco y seis ejes de Alemania, Suiza, Japón, etc., y está equipada con equipos de prueba de alta precisión de Alemania, Japón y China, para satisfacer las necesidades de producción con alta calidad y cantidad.
La empresa desarrolla continuamente diversas herramientas CNC de alto rendimiento y ha ganado varios premios nacionales. Profesional Fresas de extremo de cabeza plana de 6 flautas EmpresaCon más de 10 patentes, los productos de la empresa se utilizan principalmente en la industria de defensa, la industria aeroespacial, la industria automotriz, productos electrónicos y moldes, entre otros campos.
Los diversos productos de la empresa son reconocidos y preferidos por empresas nacionales de renombre. Con tecnología ilimitada, creación infinita y búsqueda de la excelencia, las herramientas Magotan escribirán la prosperidad y los sueños del futuro con una confianza aún mayor y una calidad superior.
Le responderemos en un plazo de 12 horas después de recibir la consulta en días laborables.
Somos fabricantes, producimos y vendemos nosotros mismos.
Producimos principalmente fresas de acero de tungsteno, brocas y otras herramientas de aleación dura. Profesional Fresas de extremo de cabeza plana de 6 flautas Fabricantes.
Nuestros productos cubren casi toda la industria del molde, la industria de defensa, la industria aeroespacial, la industria automotriz, los productos electrónicos y otros campos.
Sí, nuestro principal enfoque son los productos personalizados. Desarrollamos y producimos productos basados en los planos o muestras proporcionados por los clientes. Personalizado Fresas de extremo de cabeza plana de 6 flautas.
Contamos con más de 30 unidades de WALTER de Alemania, Makino de Japón, ROLLMATIC de Suiza y TTB de Suiza, con un valor de producción anual de 80 millones de RMB. Somos Fresas de extremo de cabeza plana de 6 flautas Empresa
En primer lugar, después de cada proceso, realizamos las inspecciones correspondientes. Para el producto final, realizaremos una inspección completa al 100% de acuerdo con los requisitos del cliente y los estándares internacionales;
Además, contamos con equipos de prueba avanzados y completos de primera línea en la industria, como analizadores espectrales, microscopios metalográficos, etc., que pueden garantizar la estabilidad y la consistencia de las herramientas de corte, al tiempo que cumplen con los requisitos de prueba de alta precisión de los clientes para las herramientas de corte.
Al cotizar, confirmaremos con usted el método de transacción, FOB, CIF, CNF u otras opciones. Al producir a granel, generalmente realizamos un pago inicial del 30% y luego pagamos el saldo restante al presentar el conocimiento de embarque. Principalmente utilizamos T/T como método de pago, pero L/C también es aceptable.
Somos Fresas de extremo de cabeza plana de 6 flautas Fabricantes En ChinaNuestra presencia se extiende por todo el mundo. Ofrecemos productos y servicios de calidad a clientes de todo el mundo.

No.233-3 Yangchenghu Road, Parque Industrial Xixiashu, Distrito Xinbei, Ciudad de Changzhou, Provincia de Jiangsu

+86-18068566610

sales@magotan-tools.com
+86-18068566610
